Как вовремя понять, что теплообменник пора чистить, чем промывать паяные и разборные ПТО, какие концентрации и времена циркуляции выбирать, как не повредить пластины и уплотнения — и как посчитать объём раствора на пальцах.
Экспресс-подбор промывки и реагента под ваш ПТО
Пришлите марку/материал пластин, объём/каналы и воду — инженер ООО «АТУ» даст режим CIP и смету.
Промывка теплообменников поддерживает КПД, снижает энергопотребление и предупреждает аварии. Накипь и коррозионные отложения создают дополнительное термосопротивление и повышают гидравлическое сопротивление каналов.
Перед промывкой оцените Δp, температуры и визуальное состояние уплотнений
Признаки загрязнения (чек-лист)
Симптом
Что значит
Что делать
Рост перепада давления (Δp) на ПТО
Сужение каналов отложениями
Промывка, проверка фильтров
Падение температуры ГВС/выдачи
Ухудшение теплопередачи
CIP промывка; пересчитать режим
Шум, кавитация насоса
Забитые каналы/сетчатые фильтры
Очистка фильтров, промывка
Не выходит на проектный расход
Заросли в портах/коллекторах
Промывка; при разборных — инспекция
Методы промывки: гидравлическая, химическая, механическая
1) Гидравлическая
Подача воды под давлением, смыв рыхлых отложений.
Допустимы мягкие абразивы только по согласованию — есть риск износа каналов.
Эффективна при умеренных загрязнениях, как предварительный этап.
2) Химическая (CIP)
Циркуляция реагента 30–90 минут по замкнутому контуру.
Состав подбирают под материал пластин/припоя/уплотнений и тип отложений (карбонаты/окислы/органика).
По окончании — тщательная промывка водой до нейтрального pH.
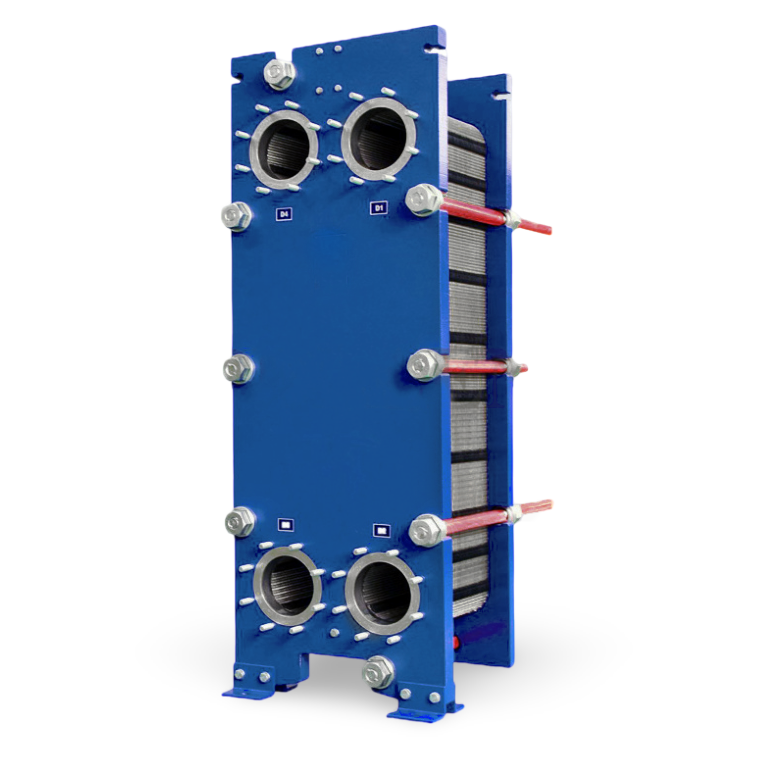
3) Механическая (для разборных)
Разборка пакета, замачивание пластин в ванне с раствором, снятие стойких отложений струёй/мягкими щётками.
Даёт максимальный эффект, но требует времени и аккуратности (не царапать рёбра, не повреждать прокладки).
Механическая/комбинированная очистка разборного ПТО после CIP
Выбор реагента и режимы (по материалам)
Материал
Типичные отложения
Реагент (пример)
Темп-ра раствора
Примечание
Нерж. сталь (AISI 304/316)
Карбонаты, окислы
Лимонная/сульфаминовая 2–5% + ингибитор
30–50 °C
Не превышать рекомендованный pH, после — пассивация при необходимости
Паяные (медь)
Карбонаты
Мягкие органические кислоты 1,5–3% с ингибитором меди
Титан устойчив, но не использовать хлорсодержащие окислители
Уплотнения EPDM/NBR/FKM
—
Совместимые моющие pH 2–11
до 50 °C
Долгие выдержки в кислоте вредны для NBR; EPDM не любит нефтепродукты
Диапазоны ориентировочные — финальные режимы уточняйте по паспорту ПТО и данным производителя реагента.
Пошаговый CIP-чек-лист
Отключить ПТО, слить, переподключить на промывочную обвязку (бак+насос+шланги, байпас фильтра).
Промыть водой 5–10 мин для выноса рыхлых частиц.
Приготовить раствор нужной концентрации, прогреть до рабочей t°.
Циркулировать 30–90 мин, меняя направление потока каждые 10–15 мин.
Контроль pH и окраски: при «высыхании» реагента/росте pH — корректировка концентрации.
Финишная водная промывка до нейтрального pH; при необходимости — нейтрализация.
При разборных — выборочный осмотр пластин и уплотнений, дефектовка.
Запуск, проверка герметичности, фиксация Δp/Т для журнала обслуживания.
Расчёты: объём раствора и время циркуляции
1) Оценка объёма раствора
Примем внутренний объём ПТО Vвн = 8 л. Рекомендуемый запас 2–3× для устойчивой циркуляции: Vраствора ≈ 2,5 × 8 = 20 л.
2) Оценка времени CIP
Для карбонатной накипи часто достаточно 45–60 мин при 35–45 °C. Если Δp падает медленно — продлеваем до 90 мин и меняем направление потока.
3) Скорость в каналах
Для хорошего срыва отложений целимся в скорость потока, близкую к рабочей (до 1–1,5 от неё). Слишком малый расход — слабый эффект, слишком большой — риск эрозии.
Безопасность и типовые ошибки
СИЗ: очки, перчатки, фартук; работать в проветриваемом помещении.
Никакой соляной кислоты на медных пайках — высокие риски коррозии.
Не перегревать раствор: при t° > 50 °C растут скорости коррозии и деградации уплотнений.
Не смешивать кислоты и щёлочи «на глаз» — сначала вода, потом реагент.
Контроль pH и нейтрализация слива в соответствии с экологическими нормами.
Регулярность и стоимость обслуживания
Производители обычно рекомендуют не реже 1 раза в год. При жёсткой воде, высоких нагрузках или частых простоях — 2–3 раза в год. Стоимость зависит от конструкции ПТО (паяный/разборный), метода (CIP/механика), реагента и степени загрязнения. Регулярная профилактика почти всегда дешевле «спасательной» чистки.